

Maschinen- und Prozessfähigkeit
Maschinen- und Prozesskennwerte professionell beurteilen
Das Ziel von Maschinenfähigkeitsuntersuchungen (MFU) und Prozessfähigkeitsuntersuchungen (PFU) ist es, die Qualität von Produktionsprozessen sicher zu beurteilen. Mit ihrer Hilfe werden die zufälligen und systematischen Einflüsse auf die Qualität sichtbar gemacht. Erst mit dieser Kenntnis können die richtigen Maßnahmen zu Sicherstellung der gewünschten Qualität getroffen werden.
Wir können Sie hierbei effektiv unterstützen.
Wichtiges Know-how im Unternehmen halten
Flankierend zu unseren Dienstleistungen bieten wir Schulungen und Softwarelösungen an, damit Sie für das wichtige Thema der Produktionsqualität das eigene Know-how aufbauen und ergänzen können. so dass Sie zukünftig autark Maschinen- und Prozessfähigkeitsuntersuchungen sicher und richtig ausführen können.
MFU-PFU mit simQS® selbst durchführen
![]()
Beleg für unser Know-how ist auch die Software simQS® aus dem Hause casim. Mit simQS® stellt die Maschinenfähigkeitsuntersuchung (MFU) kein Problem mehr dar. Denn simQS® ermittelt für beliebig verteilte Stichproben zuverlässig Cm und Cmk.
Die notwendigen Eingaben des Anwenders reduzieren sich hierbei mit dem Einlesen der Messdaten und der Festlegung der Merkmalsart (z. B. Form- oder Lagetoleranz) sowie deren Spezifikationsgrenzen auf ein absolutes Minimum. Die Auswertungen basieren dabei auf etablierten Richtlinien (VDA) und gültigen Normen (DIN ISO 22514-8).

![]() Fundierte Kenntnisse und langjährige Erfahrungen
Fundierte Kenntnisse und langjährige Erfahrungen
![]() Durchgängige Prüf- und Kontrollmaße (Prüfplanung)
Durchgängige Prüf- und Kontrollmaße (Prüfplanung)
![]() Reduzierte Qualitätskosten
Reduzierte Qualitätskosten
![]() simQS® – MFU autark ausführen
simQS® – MFU autark ausführen
- B. Braun Melsungen AG
- Berliner Glas KGaA
- Volkswagen AG
- u.v.m.
Ihr Ansprechpartner im Bereich MFU/PFU ist
Herr Dipl.-Ing. Mirco Simunovic
Das sagen unsere Kunden
„Zusammen mit unserem langjährigen Engineering-Partner casim konnten wir ein innovatives System entwickeln, welches unsere führende Marktposition auch in Zukunft sichert.“
„Wenn es um die volle Wertschöpfungskette geht, bietet unser Engineering-Partner casim alles – von der Idee über die begleitende Berechnung bis hin zur fertigen Konstruktion.“
Haben Sie noch Fragen oder möchten Sie sich persönlich beraten lassen?
Haben Sie noch Fragen oder möchten Sie sich persönlich beraten lassen?

Oder schreiben Sie uns jetzt eine Nachricht:
MFU – Maschinenfähigkeitsuntersuchungen
Zum Thema MFU – Maschinenfähigkeitsuntersuchungen finden Sie hier unsere Inhalte, nutzen Sie hierfür auch gerne unser Inhaltsverzeichnis mit Schnellinks:
1. Warum Maschinenfähigkeitsuntersuchung (MFU)?
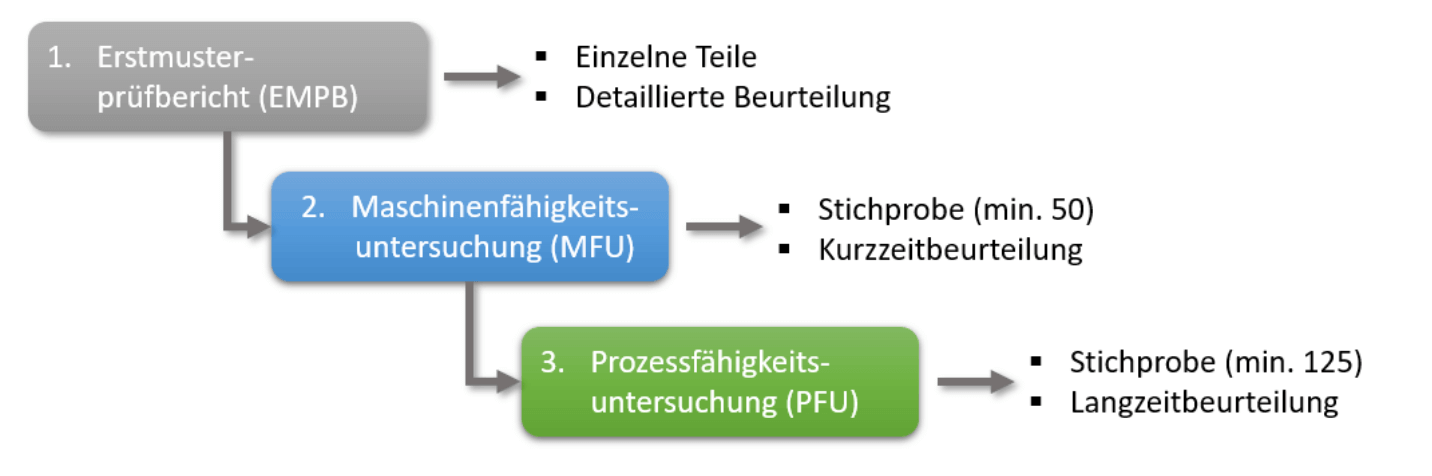
2. Hierarchie der Qualitätsbeurteilungen
2.1 Erstmusterprüfbericht (EMPB)
2.2 Maschinenfähigkeitsuntersuchung (MFU)
2.3 Prozessfähigkeitsuntersuchung (PFU)
3. Durchführung der Maschinenfähigkeitsuntersuchung (MFU)
3.2 Bestimmung der Maschinenfähigkeitskennwerte
3.3 Methoden zur Berechnung der Maschinenfähigkeitskennwerte
3.4 Beurteilung der Maschinenfähigkeitskennwerte
4. Software zur Ermittlung der Maschinenfähigkeitskennwerte
1. Warum Maschinenfähigkeitsuntersuchung (MFU)?
Fehler sind unvermeidbar. Sie treten in der Entwicklung von Produkten und während des nachfolgenden Konstruktionsprozesses auf. Auch die anschließende Fertigung ist nicht frei davon. Je später Fehler entdeckt, oder erkannte Fehler behoben werden, desto höher sind die Folgekosten, die diese Fehler verursachen. Die Zehnerregel beschreibt diese Abhängigkeit sehr plastisch. Aus diesem Grund sind Produktentstehungsprozesse durch unterschiedliche Methoden zur präventiven Qualitätssicherung flankiert. Oberbegrifflich wird dies als Qualitätsvorausplanung (QVP), die international auch unter dem Begriff Advanced Product Quality Planning (APQP) genannt wird, beschrieben. Die bekanntesten Methoden sind sicherlich die Fehlermöglichkeits- und Einflussanalyse (FMEA), Six-Sigma, Toleranzmanagement und andere mehr. Es sind Methoden, die schon früh im Produktentstehungsprozess greifen und im Kern darauf abzielen, Fehler hinsichtlich der Funktion, des Designs und der Auslegung zu vermeiden. Mit Fortschreiten des Produktentstehungsprozesses ergänzt sich dieser Methodenbaukasten um Elemente, die die Interaktion mit dem Herstellungsprozess in den Fokus stellen. Genannt werden muss hier der Erstmusterprüfbericht (EMPB) und die Maschinenfähigkeitsuntersuchung (MFU). Beiden Methoden ist gemeinsam, dass sie vor der Freigabe des eigentlichen Serienprozesses stehen. Sie helfen somit zu verhindern, dass im großen Maße Teile gefertigt werden, die womöglich außerhalb der Spezifikationen liegen und zählen somit zu den präventiven Qualitätsmethoden.
2.2 Maschinenfähigkeitsuntersuchung (MFU)
Was in der Erstmusterprüfung unberücksichtigt bleibt, ist die Streuung des anschließenden Fertigungsprozesses. Die Prozessstreuung wird durch zufällige und systematische Einflussgrößen (Stichwort: 5 M – Maschine, Methode, Material, Mensch, Mitwelt) bestimmt. Es gehört zum Wesen dieser Einflüsse, dass die zufälligen Störgrößen überhaupt nicht und die systematischen – nicht zuletzt aus wirtschaftlichen Gründen – nur im geringen Maße kompensiert werden können. Die Maschinenfähigkeitsuntersuchung (MFU) erfasst diese additiven Einflüsse auf die Qualität und liefert somit zusätzliche Erkenntnisse. Wie der Name Maschinenfähigkeitsuntersuchung schon zeigt, reduziert sich diese Methode auf die Störeinflüsse der Maschine. Die weiteren 4 M, deren Einfluss erst sichtbar wird, wenn man den Prozess über einen längeren Zeitraum betrachtet, werden zunächst nicht einbezogen. So spricht man bei der Maschinenfähigkeitsuntersuchung (MFU) auch von einer Kurzzeitbetrachtung. Der Vorteil: Die Maschinenfähigkeitsuntersuchung (MFU) liefert schon wichtige Erkenntnisse, ohne dass ein Serienfertigungsprozess schon über einen längeren Zeitraum hat Teile liefern müssen. Idealerweise dient die Maschinenfähigkeitsuntersuchungen (MFU) zur Abnahme von Maschinen und Fertigungseinrichtungen.
2.3 Prozessfähigkeitsuntersuchung (PFU)
Die Prozessfähigkeitsuntersuchung (PFU) setzt auf einen laufenden Serienfertigungsprozess auf und ist somit in der Lage, alle Einflüsse aus der Fertigung mit in Betracht zu ziehen. Sie wird daher auch als Langzeituntersuchung bezeichnet. Die Prozessfähigkeitsuntersuchung (PFU) hat nicht mehr die präventive Qualität zum Ziel. Vielmehr unterstützt sie die Prozesskontrolle und die Prozesssteuerung bzw. die Prozessregelung. Oberbegrifflich wird dies mit Statistical Process Control (SPC) beschrieben.
Hierarchie der Qualitätsbeurteilungen
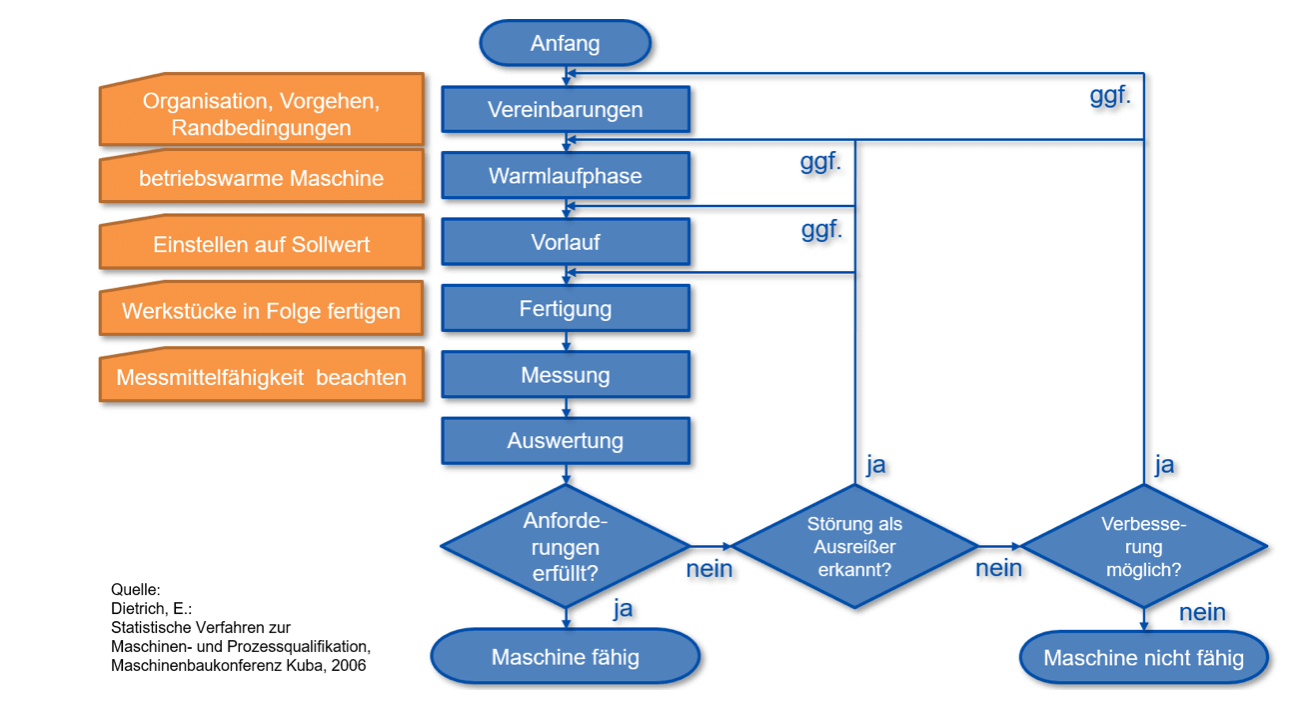
3. Durchführung der Maschinenfähigkeitsuntersuchung (MFU)
Um es vorwegzunehmen: es gibt aktuell [09/2018] keine allgemein gültigen Standards oder Normen, die exakt beschreiben, wie die Maschinenfähigkeit zu bestimmen sei, noch wie sie im Detail definiert ist. Es gibt aber Normen (aktuell die DIN ISO 22514-1:2016-08, die DIN ISO 22514-2:2015-06 sowie weitere als ENTWURF) die die Prozessfähigkeitskennwerte Cp und Cpk thematisieren. Der heutige Stand an Normen hat sich über einen viele Jahre dauernden Prozess aus der Norm DIN 55319 [2002], der VDA Richtlinie aus VDA Band 4 [2010] sowie der DIN ISO 21747 [2007] entwickelt. Aus dieser Historie heraus haben sich die heute angewendeten Methoden zur Beurteilung der Maschinenfähigkeit Cm und Cmk, die im großen Maße analog zur Prozessfähigkeitsuntersuchung (PFU) sind, entwickelt. Im Zuge der Norm DIN ISO 22514 sind jedoch Ergänzungen angekündigt, die sich explizit auf die Maschinenfähigkeitsuntersuchungen (MFU) beziehen werden. Sie werden im Kern das widerspiegeln, was nachfolgend beschrieben wird.
3.1 Die Datenbasis
Der wesentliche Unterschied der Maschinenfähigkeitsuntersuchung (MFU) zur Prozessfähigkeitsuntersuchung (PFU) begründet sich in der Datenbasis, also der Erhebung der Messwerte in Form von Stichproben, auf die dann nachfolgend die statistischen Algorithmen zur Beurteilung der Maschinenfähigkeit angewendet werden. Folgende Anforderungen sind bei der Erhebung der Datenbasis mindestens zu erfüllen:
– Die Maschine muss Betriebstemperatur haben (Ausklammen „Mitwelt“)
– Es darf kein Werkzeugwechsel stattfinden (Ausklammen „Methode“)
– Es darf keine Arbeitsunterbrechung (Schichtwechsel) stattfinden. (Ausklammen „Mensch“)
– Es müssen mindestens 50 Teile hintereinander gefertigt werden. Die Teile müssen nummeriert werden (Ausklammen „Material“)
Bei geringerem Umfang sind die Grenzwerte für die zu erfüllenden Fähigkeitskennwerte (Cm, Cmk) noch oben zu korrigieren
Mit diesen Anforderungen wird angestrebt, dass nur noch die Einflüsse wirksam werden, die aus der Maschine kommen.
Eine wichtige Voraussetzung in diesem Teilschritt der Maschinenfähigkeitsuntersuchung (MFU) ist, dass auch das Messsystem, welches bei der Bauteilvermessung zum Einsatz kommt, geeignet und fähig ist (Stichwort: Messsystemanalyse [MSA], Cg und CgK)
3.3 Methoden zur Berechnung der Maschinenfähigkeitskennwerte
Die Maschinenfähigkeit Cm und der Maschinenfähigkeitskennwert Cmk werden mathematisch bestimmt. Teil dieser mathematischen Bestimmung ist, dass die erhobenen Daten zuvor unter statistischen Gesichtspunkten analysiert werden. So wird geprüft, ob die Hypothese hinsichtlich der zugrunde liegenden Verteilung (Beispiel: Größenmaß unterliegt der Hypothese Normalverteilung) erfüllt ist. Ferner wird unter Anwendung statistischer Tests überprüft, ob die Datenfolge zufälliger Natur ist und ob es sogenannte Ausreißer gibt. Anhand dieser vorgeschalteten Datenbeurteilungen kann dann entschieden werden, ob eine Berechnung von Cm und Cmk statthaft ist und mit welchen mathematischen Methoden die beiden Kennwerte errechnet werden können.
Beurteilung der Maschinenfähigkeitskennwerte.
Es gibt unterschiedlichste mathematische Gleichungen und Vorschriften zur Berechnung der Maschinenfähigkeit Cm und des Maschinenfähigkeitskennwerts Cmk. In der Literatur finden sich häufig folgende Gleichungen:
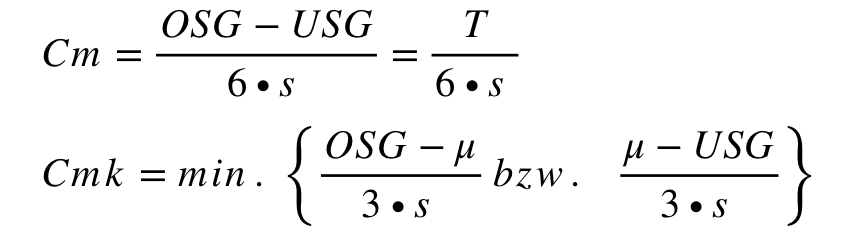
Hierbei ist:
OSG: Obere Spezifikationsgrenze
OSG: Untere Spezifikationsgrenze
T = Toleranz
s = Standardabweichung (6 s = Definierte Prozessstreuung)
μ = Mittelwert
Diese Gleichung zur Bestimmung der Maschinenfähigkeitskennwerte ist allerdings nur zulässig, wenn die Stichprobe einer Normalverteilung entspricht. Ein Umstand, der bestenfalls nur für Größenmaße [Stichwort ISO 14405, Teil 1 und 2] zu trifft.
Jegliche Formtoleranzen und Lagetoleranzen werden als Merkmale mit einer natürlichen Grenze bei Null bezeichnet. Dies bedeutet zum einen, dass ihre Abweichungen unter keinen Umständen kleiner als Null (dann sind sie ideal) werden können, zum anderen die Verteilung keiner Normalverteilung entspricht. Vielmehr ordnet man Form- und Lagetoleranzen einseitig schiefen Betragsverteilungen zu. Somit wäre der oben genannte Berechnungsansatz zur Bestimmung der Maschinenfähigkeitskennwerte nicht geeignet. Mit der sogenannten Quantilmethode (gelegentlich auch Percentilmethode genannt) gibt es einen mathematischen Ansatz, der für jegliche Verteilungen zu einen richtigen Ergebnis führt. Bei dieser Methode werden die Grenzen der definierten Prozessstreuung, die sogenannten Quantilen, mittels Integration bestimmt und die Maschinenfähigkeit Cm sowie der Maschinenfähigkeitskennwert Cmk auf dieser Basis errechnet. Diese Methode ist somit ein geometrisches Verfahren.
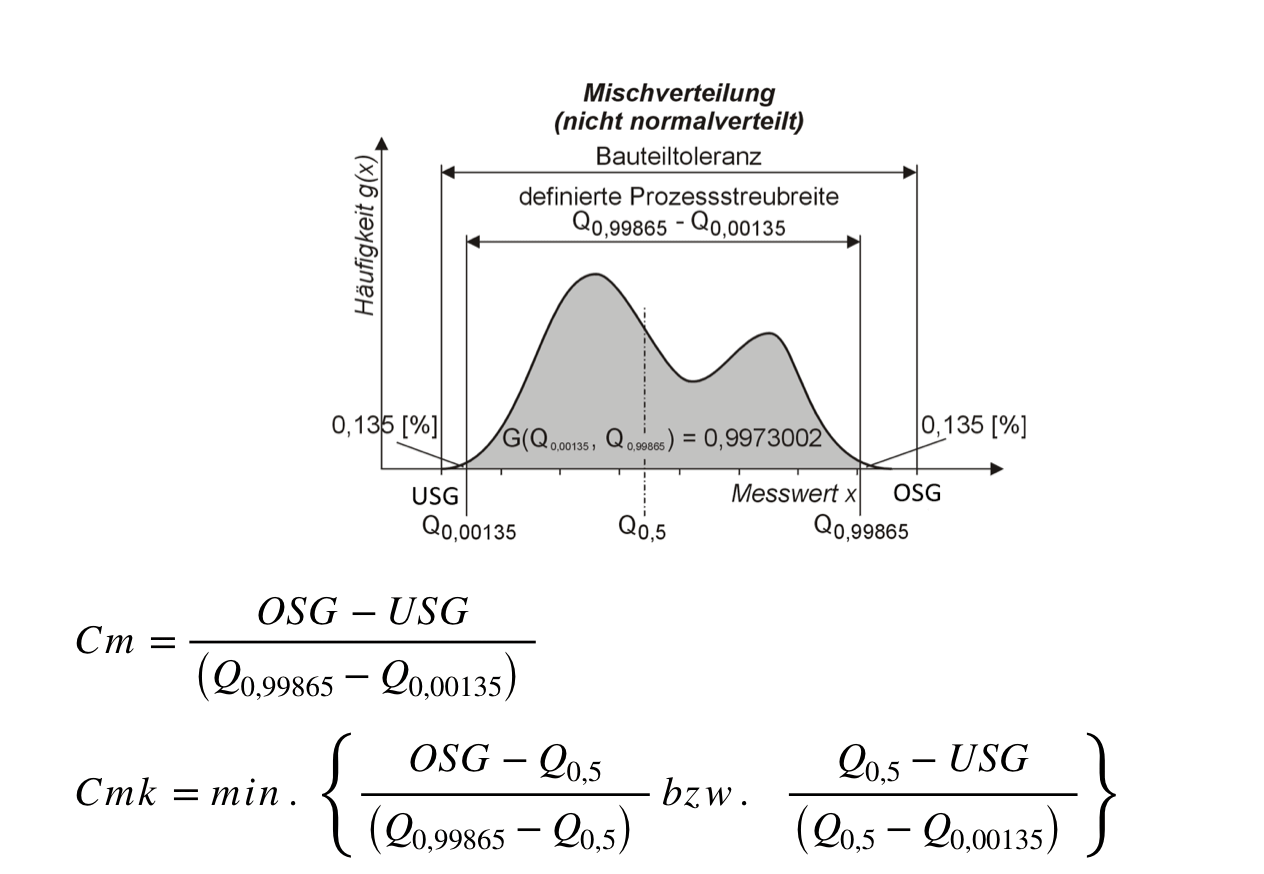
Hierbei ist:
OSG: Obere Spezifikationsgrenze
OSG: Untere Spezifikationsgrenze
Q0,99865, Q0,00135 = (Schätzwerte) für die Streubereichsgrenzen
Q0,5 = (Schätzwert) für das 50%-Quantil
3.4 Beurteilung der Maschinenfähigkeitskennwerte
Die Maschinenfähigkeitsuntersuchung (MFU) liefert konkrete Zahlen hinsichtlich der Maschinenfähigkeit Cm und des Maschinenfähigkeitskennwerts Cmk. Ab welchem Zahlenwert einer Maschine die Fähigkeit zugesprochen wird, für die sichere Herstellung eines gewünschten Bauteils geeignet zu können, ist sehr branchen- und unternehmensspezifisch. Das Gleiche gilt auch für den Maschinenfähigkeitskennwert Cmk, der ein Maß dafür ist, ob eine Maschine auch beherrscht wird.
Unabhängig davon, welche konkreten Grenzwerte für Cm und CmK gesetzt werden, müssen diese größer sein als diejenigen Grenzwerte, die für die Langzeitfähigkeit, also die für die Prozessfähigkeitskennwerte Cp und Cpk angestrebt werden. Hintergrund ist, dass über den Zeitraum hinaus, für den die Maschinenfähigkeitsuntersuchung (MFU) geführt wurde, weitere Störgrößen auf den Prozess wirken und somit die definierte Prozessstreuung zunehmen wird. Dies bedeutet nichts anderes, als dass die Prozesskennwerte Cp und Cpk immer kleiner werden, als die Maschinenfähigkeitskennwerte. Daraus leitet sich ab, dass mit hohen Forderungen an die Maschinenfähigkeitskennwerte Cm und Cmk der nötige Freiraum geschaffen wird, dass der beobachtete Prozess auch langfristig akzeptable Fähigkeitskennwerte Cp und Cpk erreichen kann.
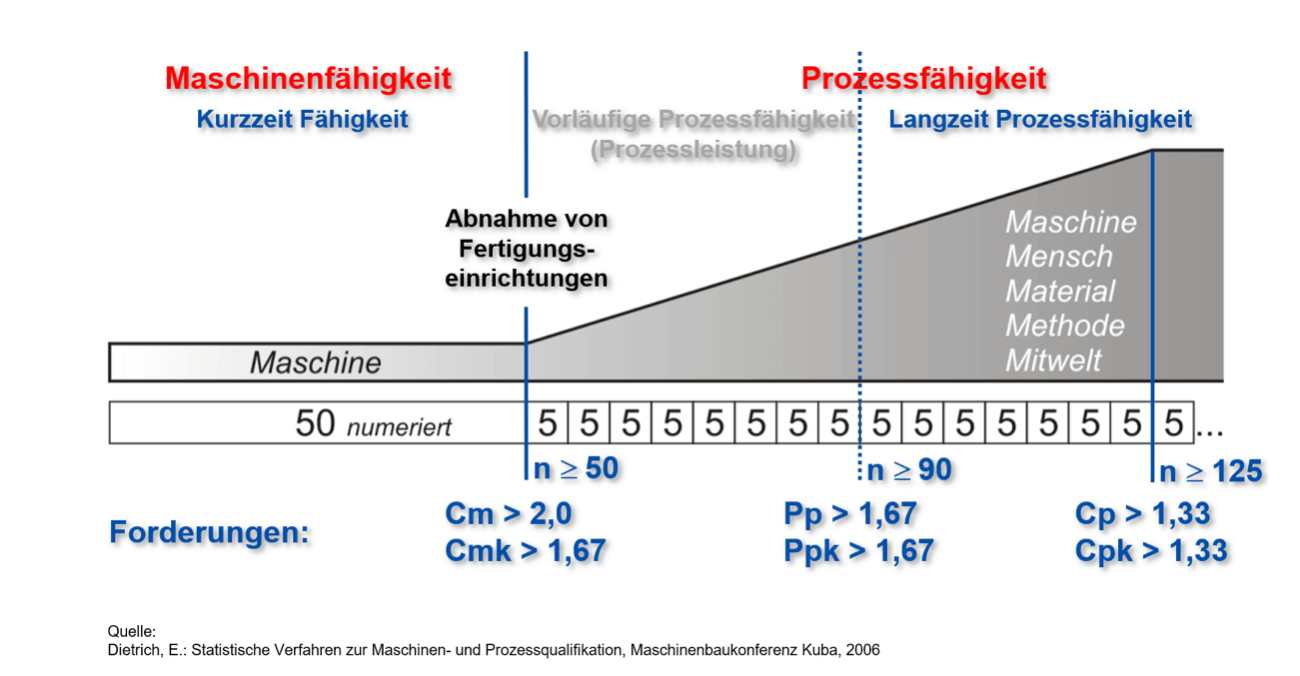
Qualifikationsstufen der Kurz- und Langzeitfähigkeit von Prozessen
Ist der ermittelte Wert für die Maschinenfähigkeit Cm kleiner, als derjenige, der gefordert ist, spricht man davon, dass die Maschine nicht oder nur bedingt geeignet ist, die Qualitätsanforderungen sicher zu erfüllen. Ergänzend dazu informiert der Maschinenfähigkeitskennwert Cmk darüber, ob eine Maschine auch beherrscht wird. Analog zu Cm bedeutet ein zu kleiner Wert, dass die Maschine nicht beherrscht wird. In der Praxis gibt es nicht selten den Fall, dass eine fähige Maschine (Cm = groß) nicht beherrscht ist (Cmk = klein), also zum Beispiel ständig zu kleine oder zu große Teile bei geringer Streuung liefert. Der Maschinenfähigkeitskennwert Cmk kann in Extremfällen auch negative Werte annehmen. Die Interpretation dessen ist nicht, dass die Mittelwertverschiebung zur unteren Spezifikationsgrenze tendiert. Vielmehr bedeutet ein negativer Cmk-Wert, dass die Mittelwertverschiebung des Prozesses so groß ist, dass eine (die untere oder obere) Spezifikationsgrenze von dem Mittelwert durchbrochen wird. Somit stehen negative Cmk-Werte für massive Qualitätseinbußen.
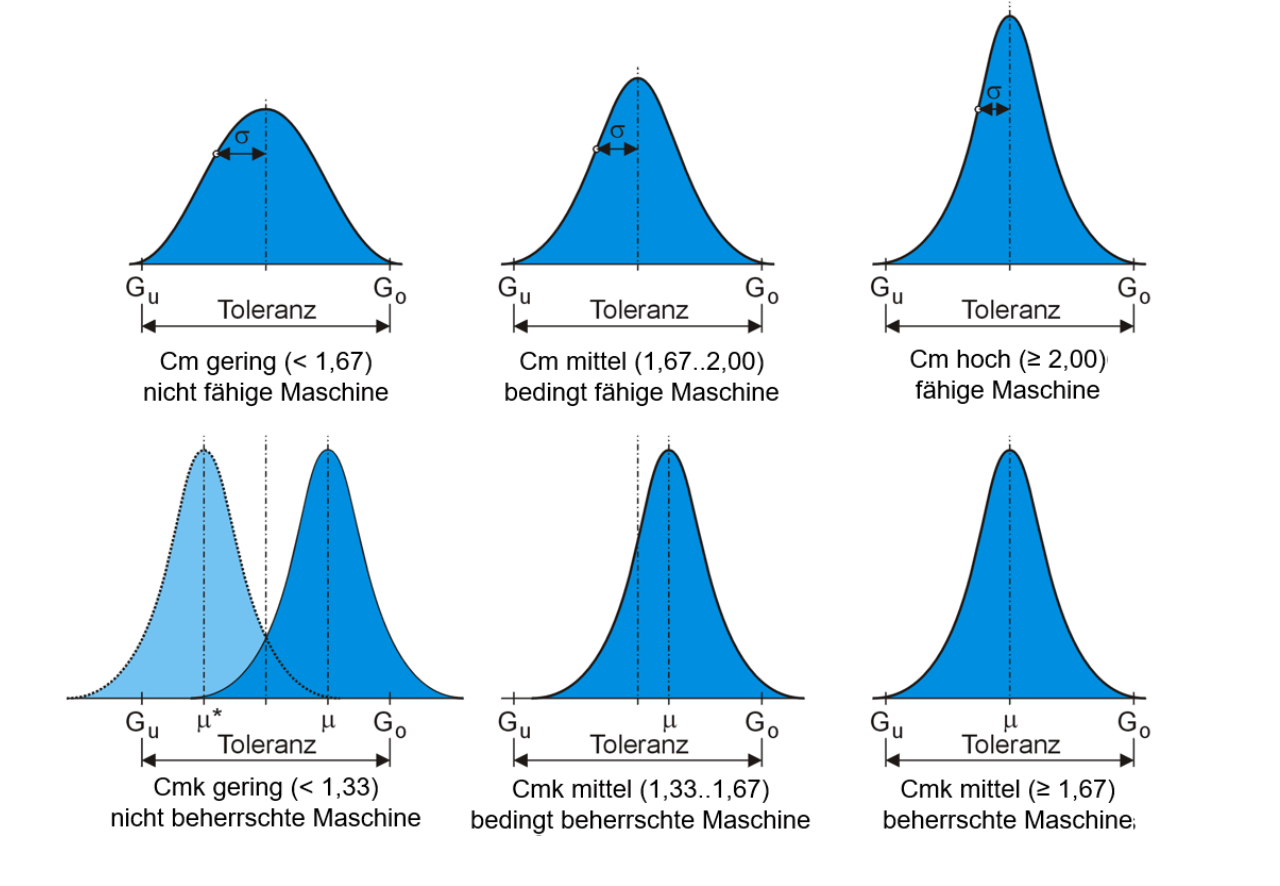
Unterschiedliche Maschinenfähigkeitsindizes an normalverteilten Fertigungsverteilungen innerhalb der Bauteiltoleranz
4. Software zur Ermittlung der Maschinenfähigkeitskennwerte
Die obigen Ausführungen machen deutlich, dass zu einer belastbaren und aussagekräftigen Maschinenfähigkeitsuntersuchung auch die Anwendung aufwendiger mathematischer Prozeduren gehören. Diese müssen selbstverständlich nicht mehr manuell vom Qualitätsverantwortlichen ausgeführt werden. Der Markt bietet unterschiedliche Softwarelösungen, die dies in der Regel sehr gut unterstützen. Voraussetzung jedoch ist, dass der Anwender versteht, welche Parameter er einzustellen und welche Auswirkungen dies auf die Ergebnisse der Berechnungen hat. Also verstehen muss, wofür der Chi-Quadrat-Test gebraucht, was mit Betragsverteilung 2. Art gemeint und wie ein Ausreißer-Test zu interpretieren ist.
Mit simQS bietet casim eine leistungsstarke Software an, die für alle Arten von Toleranzen (Maß-, Form- und Lagetoleranzen) die Maschinenfähigkeitskennwerte Cm und Cmk richtig berechnet, ohne dass der Anwender tiefe Spezialkenntnisse benötigt. Seine Eingaben beschränken sich nach dem Importieren der Messwerte im Wesentlichen darauf auszuwählen, für welche Toleranzart (Größenmaß, Ebenheit, Position,…) die Auswertung erfolgen soll und welches die einzuhaltenden Spezifikationsgrenzen sind. Auf Knopfdruck werden die Ergebnisse richtig und exakt berechnet sowie sauber und nachvollziehbar dokumentiert.
Quellen:
Mannewitz, F.: casim Ingenieurleistungen, 2018